- 潍坊奥腾冷弯机械有限公司Weifang aoteng Cold Bending Machinery Co. Ltd.
- 13006562205
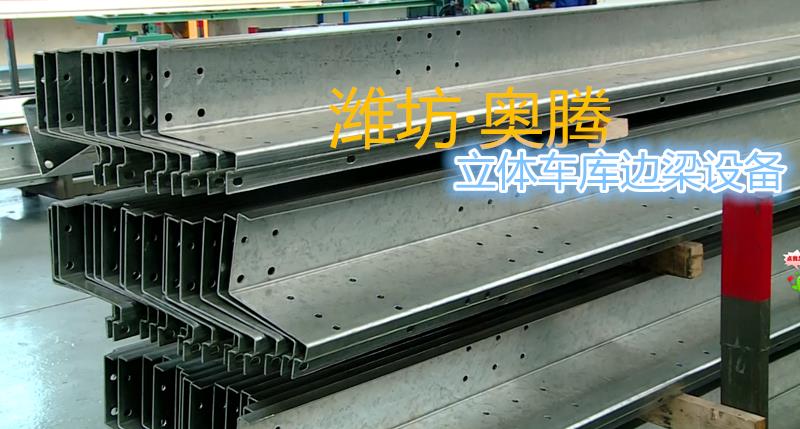


产品描述
边梁冷弯成型设备参数
工艺流程:
上料—板料校平—伺服送料数控冲孔—冷弯成型—型材校直—测孔定尺—液压自动切断—卸料
性能特点:
1.冷弯成型道次布局及设备结构设计科学合理,对带钢软硬程度适应范围广,轧制过程中不会产生波纹、撕裂现象;
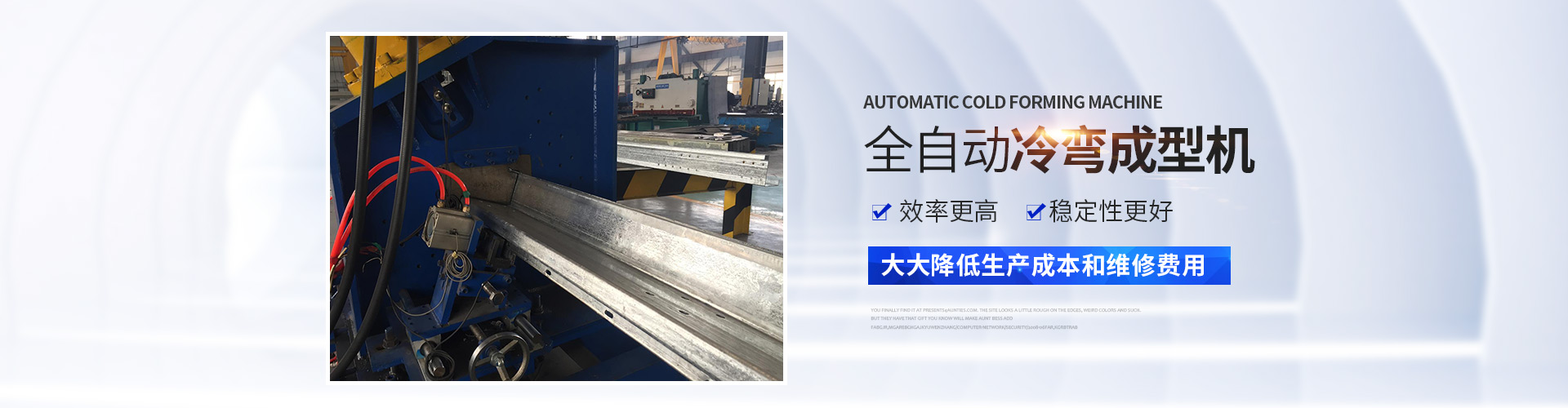
2.通过伺服控制,结合高速液压冲孔机构,采用带钢冲孔,然后再连续冷弯轧制,能够按照要求冲孔及冲口,并保证尺寸精确度;且生产率高;
3.布局合理,冲孔前后缓冲装置,伺服送料冲孔、冷弯成型、液压切断不停机,提高生产效率;
4.操作人员需一人;
技术参数:
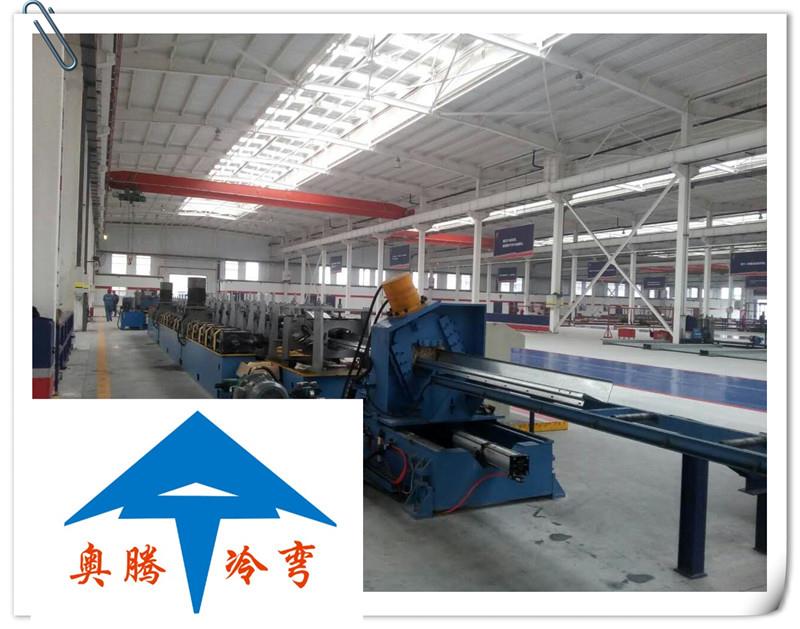
1.生产线长度50米,整机功率约80KW;
2.生产速度0—4米/min可调;
3.数控冲油缸频率每秒钟一次以上;
4.数控冲运动型CAD柔性控制,可电脑编程,在线输入、加工,有记忆功能;
5.主机PLC控制,彩色触摸屏可直接输入数据,控制主机动作;
6.通过调整可满足不同规格边梁型材轧制,实现一机多用 ;
Parameters of cold forming equipment for edge beam
Process:
Feeding-Plate leveling-Servo feeding CNC punching-Cold forming-profile straightening-Hole Calibration-hydraulic automatic cutting-unloading
Performance features:
1. The cold forming pass layout and equipment structure design are scientific and reasonable, which can adapt to wide range of soft and hard degree of strip, and will not produce ripple and tear phenomenon in rolling process.
2. Through servo control, combined with high speed hydraulic punching mechanism, using strip steel punching, then continuous cold bending rolling, punching and punching according to requirements, and ensuring dimensional accuracy, and high productivity;
3. the layout is reasonable, before and after punching, cushion, servo feeding, punching, cold bending, hydraulic cutting and no stopping, improve production efficiency;
4. The operator needs one person;
Technical parameters:
1. The length of the production line is 50m, the power of the whole machine is about 80kW;
2. The production speed is adjustable from 0 to 4 m / min;
3. CNC cylinder frequency per second or more;
4. CNC impact movement CAD flexible control, computer programming, on-line input, processing, memory function;
5. Host PLC control, color touch screen can directly input data, control host action;
6. The multi-purpose of a machine can be realized by adjusting the profile of side beam with different specifications.
边梁冷弯成型设备制造质量控制情况
根据客户的要求,结合我公司生产部、质检科实际情况,对于设备的生产管理、质量控制情况,作出以下介绍:
1、生产管理:
由生产经理统筹规划,携2名生产计划调度员,合理安排各工序工作,保证加工车间、装配车间、质检科等各相关科室的工作顺利进行,已使所有工序零部件质量达到贵司产品质量要求。
2、质量控制:
⑴、设备外观:
①、设备整体表面整洁,油漆喷涂均匀完整,不流淌、无漏喷。轧辊表面、各导轨面、滑动面、滚动面及图纸有要求的位置不能喷漆。
②、未喷漆部位涂防锈油,轧辊模具等重要部件无磕碰划伤现象。
③、整机外漏部件除刃口外都作倒角、倒愣处理,去除尖角毛刺。
④、整机各焊接及装配固定组件保证其与相关部件的相对位置合理、准确。
⑵产品精度:
①、标准轧机的牌楼固定螺栓、横梁固定螺栓、轧辊轴锁紧螺母、基准锁紧螺母、轴承盖紧固螺栓等一定要紧固到位,轧辊轴与轧辊基准线要垂直,允差0.2~0.3/1000,不可累积。
②、安装校直架时要保证其中心与轧辊基准中心对正,保证左右调整间隙能满足型材弯曲的调整及多种规格型材的共用。
Manufacturing quality Control of Cold forming equipment for side Beam
According to the requirements of our customers, combined with the actual situation of our production department and quality inspection department, we will introduce the production management and quality control of the equipment.
1. Production management:
By the production manager overall planning, with 2 production planning dispatchers, reasonable arrangement of each process work, to ensure the processing workshop, assembly workshop, quality inspection department and other relevant departments work smoothly, Has made all the process parts quality up to your product quality requirements.
2. Quality control:
1. Device appearance:
1, the overall surface of the equipment clean, paint spray uniform integrity, no flow, no leakage spray. Roll surface, guide surface, slide surface, rolling surface and drawing must not be sprayed.
2. The anti rust oil is not painted at the painting part, and the important parts such as the roll die and so on are not scratched.
3. The external leakage parts of the whole machine are all chamfered except the cutting edge, so as to remove the burr of the sharp angle.
4. The relative position of welding and assembling fixed components is reasonable and accurate.
2 Product precision:
1. The fixed bolt of the standard rolling mill, the fixed bolt of the transverse beam, the lock nut of the roller shaft, the base lock nut, the fastening bolt of the bearing cover must be fastened in place, the roll shaft and the roller datum line should be vertical, and the allowance is 0.2~0.3/1000, not to be accumulated.
2. When installing the straightening frame, it is necessary to ensure the alignment between the center and the roller reference center, and to ensure that the left and right adjustment clearance can meet the profile bending adjustment and the sharing of many kinds of profiles.
产品推荐









